


★ 焊接
優點: 對幾何形體適應性強;構造簡單; 不削弱截面,可實現自動化操作;連接的密閉性好,結構剛度大
缺點: 對材質要求高;熱影響區內,容易導致局部材質變;焊接殘余應力和殘余變形使受壓構件承載力降低;焊接結構對裂紋很敏感;低溫冷脆問題較突出

★ 鉚接
優點: 傳力可靠,韌性和塑性好,質量易于檢查,抗動力荷載性能好
缺點: 構造復雜,費鋼費工

★ 普通螺栓連接
優點: 裝卸便利,設備簡單
缺點: 螺栓精度低時不宜受剪;螺栓精度高時加工和安裝復雜,價格較高


優點: 摩擦型剪切變形小,彈性性能好,特別適用于隨動荷載的結構.承壓型承載力高于摩擦型,連接緊湊
缺點: 摩擦面處理,安裝工藝略為復雜,造價略高;承壓型連接的剪切變形大,不得用于承受動力荷載的結構中。
二、焊接連接及焊接結構的特性
1、焊接連接的優缺點
焊接連接與鉚釘、螺栓連接比較,有以下優點:
1)不需打孔,省工省時;
2)任何形狀的構件可直接連接,連接構造方便;
3)氣密性、水密性好,結構剛度較大,整體性較好。
缺點:
1)焊接附近有熱影響區,材質變脆;
2)焊接的殘余應力使結構易發生脆性破壞,殘余變形使結構形狀、尺寸發生變化;
3)焊接裂縫一經發生,便容易擴展。

2、常見的焊接缺陷:
裂紋、氣孔、未焊透、夾渣、咬邊、燒穿、凹坑、塌陷、未焊滿。
3、焊接質量檢查:
焊縫質量檢驗方法:外觀檢查、超聲波探傷檢驗、 x射線檢驗.
焊縫質量分級: 一級焊縫需經外觀檢查、超聲波探傷、x射線檢驗都合格;二級焊縫需外觀檢查、超聲波探傷合格;三級焊縫需外觀檢查合格。
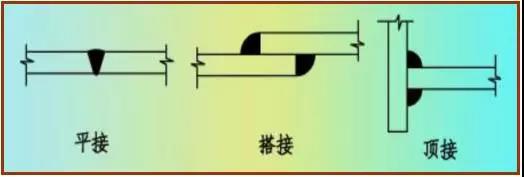
三、焊縫連接型式和焊縫型式
1、焊縫連接型式
按兩焊件的相對位置分:平接、搭接、T(頂)接和角接。
2、焊縫型式
1)、對接焊縫按受力與焊縫方向分:
a)直縫:作用力方向與焊縫方向正交
b)斜縫:作用力方向與焊縫方向斜交
2)、角焊縫按受力與焊縫方向分:
a)端縫:作用力方向與焊縫長度方向垂直
b)側縫:作用力方向與焊縫長度方向平行
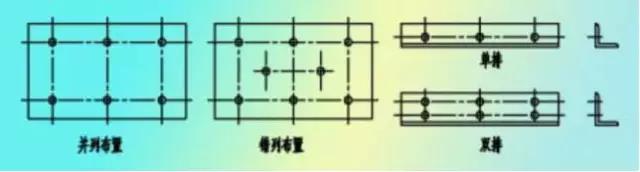
3)、按焊縫連續性:
a)連續焊縫:受力較好
b)斷續焊縫:易發生應力集中
4)、按施工位置:
俯焊、立焊、橫焊、仰焊,其中以俯焊施工位置 最好,所以焊縫質量也最好,仰焊最差。
螺栓的排列和構造要求
1、螺栓排列需滿足的要求
1)受力要求:
在受力方向螺栓的端距過小時,鋼材有剪斷或撕裂的可能(端距≥2d0).各排螺栓距和線距太小時,構件有沿折線或直線破壞的可能。對受壓構件,當沿作用方向螺栓距過大時,被連板間易發生鼓曲和張口現象。
2)構造要求:防止板翹曲后浸入潮氣而腐蝕,限制螺孔中矩最大值;
3)施工要求:為便于擰緊螺栓,留適當間距(不同的工具有不同要求)。
2、螺栓的排列
普通螺栓的計算
1、螺栓的工作性能
按受力性能分類:抗剪螺栓、抗拉螺栓和拉剪螺栓。
抗剪螺栓:靠孔壁承壓、螺桿抗剪傳力;
抗拉螺栓:靠螺栓受拉;
拉剪螺栓:同時靠螺栓受剪、受拉傳力
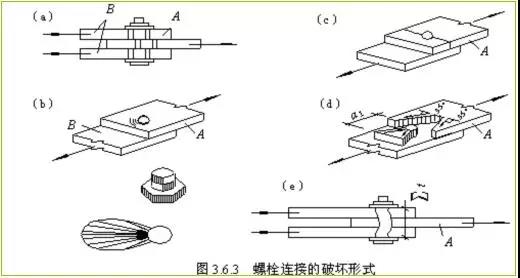
螺栓破壞形式
a)螺栓剪斷;
b)鋼板孔壁擠壓破壞;
c)鋼板由于螺孔削弱而凈截面拉斷 ;
d)鋼板因螺孔端距或螺孔中距太小而剪壞(端距e3≥2d0);
e)螺桿因太長或螺孔大于螺桿直徑而產生彎、剪破壞(板疊厚度≤5d);
其中:后兩種破壞通過構造保證,前三種需計算保證。
高強度螺栓連接的性能
1、性能等級和材料
性能等級:高強度螺栓性能等級有有8.8級和10.9級。材料:8.8級采用的鋼材有40B鋼、45號鋼和35號鋼,10.9級采用的鋼材有20MnTiB鋼和35VB鋼。級別劃分的小數點前數字是螺栓熱處理后的最低抗拉強度,小數點后的數字是屈強比。如8.8級鋼材的最低抗拉強度為fu=800N/mm2,fy/fu= 0.8;10.9級為fu=1000N/mm2,fy/fu= 0.9。采用的孔洞為Ⅱ類孔
2、受力性能
高強螺栓連接按受力特征分高強螺栓摩擦型連接、高強螺栓承壓型連接和承受拉力的高強度螺栓連接。其螺栓構造、安裝基本相同。
摩擦型高強螺栓:靠摩擦力傳遞荷載,以剪力等于摩擦力為承載力極限狀態,所以螺桿與螺孔之差可達1.5~2.0mm.摩擦型高強螺栓的連接較承壓型高強螺栓的變形小,承載力低,耐疲勞、抗動力荷載性能好。
承壓型高強螺栓 :連接依靠螺桿抗剪和孔壁承壓來傳力,以螺栓或鋼板破壞為承載力極限狀態,可能的破壞形式與普通受剪螺栓相同,所以螺桿與螺孔之差略小些,為1.0~1.5mm。承壓型高強螺栓連接承載力高,但抗剪變形大,所以一般僅用于承受靜力荷載和間接承受動力荷載結構中的連接。
承受拉力的高強度螺栓:連接靠螺栓受拉力來承擔外力,應保證板疊始終受擠壓而不被拉開為承載力極限狀態.
強度螺栓的預拉力
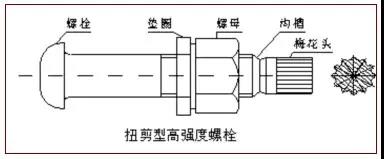
預拉力施加方法:扭矩法、轉角法和扭剪法 .
轉角法:通過工藝試驗,確定滿足預拉力要求所需角度,在實際工程中采用固定轉角,不精確;
扭矩法:通過工藝試驗,確定滿足預拉力要求所需扭 矩,制做特殊扳手,如機械扳手,光電扳手等等;
扭剪法:一種特制螺栓,用特殊扳手,擰斷為止——預拉力建立完成。比較準確,且施工簡便
文章來源山東華億鋼機股份有限公司轉載請保留出處
版權所有◎ 山東華億鋼機股份有限公司 Powered by MR 備案號:魯ICP備15023157號-2
本站部分圖片和內容來源于網絡,版權歸原作者或原公司所有,如果您認為我們侵犯了您的版權請告知我們將立即刪除
主站蜘蛛池模板: 精品无码乱码av| 国产午夜福利精品一区| 久久www免费人成看片入口| 日韩精品无码一区二区三区视频| 亚洲日韩精品一区二区三区无码| 久久国产精品偷任你爽任你| 奇米影视888欧美在线观看| 东京热人妻一区二区三区| 久久婷婷综合色丁香五月| 国产在线精品成人一区二区三区| 92成人午夜福利一区二区| 熟女人妻av完整一区二区三区| 国模雨珍浓密毛大尺度150p| 巨爆中文字幕巨爆区爆乳| 人妻综合专区第一页| 秋霞人妻无码中文字幕| 九九热爱视频精品| 秋霞av无码一区二区三区试看 | 97婷婷狠狠成为人免费视频| 性亚洲女人色欲色一www| 日韩人妻无码中文字幕一区| 国产精品泄火熟女| 中文字幕人成乱码熟女| 98精品国产综合久久久久久欧美 | 亚洲成本人无码薄码区| 中文字幕人成无码人妻| 夜精品一区二区无码a片| 精产国品一二三产区蘑菇视频| 无码专区丰满人妻斩六十路| 99热热久久这里只有精品68| 亚洲国产成人精品青青草原| 日韩精品专区av无码| 国语自产偷拍在线观看| 侵犯强奷高清无码| 国产aⅴ爽av久久久久久| 狠狠噜天天噜日日噜色综合| 亚洲乱妇熟女爽到高潮的片| 免费国产污网站在线观看| 欧美做受三级级视频播放| 精品无人区卡一卡二卡三乱码| 人妻少妇-嫩草影院| 13012622220
13012622220
